

Rozwiązanie problemu odchyleń wymiarowych, wypaczeń i deformacji w produkcji drzwi WPC
Rozwiązanie problemu odchyleń wymiarowych, wypaczeń i deformacji w produkcji drzwi WPC
Abstrakcyjny
Drzwi z kompozytu drewna i tworzywa sztucznego (WPC) stały się głównym produktem w nowoczesnym przemyśle produkcji drzwi i okien ze względu na ich wyjątkowe zalety, w tym przyjazność dla środowiska, odporność na wilgoć, odporność na korozję i niski całkowity koszt produkcji. Niemniej jednak odchylenie wymiarowe, wypaczenie i nieodwracalne odkształcenie to trzy najczęściej występujące wady jakościowe występujące w procesie wytłaczania i formowania drzwi WPC. Problemy te nie tylko zmniejszają płaskość powierzchni i ogólny wygląd gotowych produktów, ale także bezpośrednio wpływają na późniejszą wydajność montażu, żywotność produktu i satysfakcję klienta. Bazując na wieloletnim doświadczeniu produkcyjnym na miejscu i badaniach technicznych, profesjonalni inżynierowie z Yongte podsumowują ukierunkowane rozwiązania w zakresie regulacji i korekcji powyższych trzech wad, mając na celu zapewnienie producentom drzwi WPC wiarygodnych referencji technicznych w celu optymalizacji procesów produkcyjnych i poprawy jakości produktu.

1. Wprowadzenie
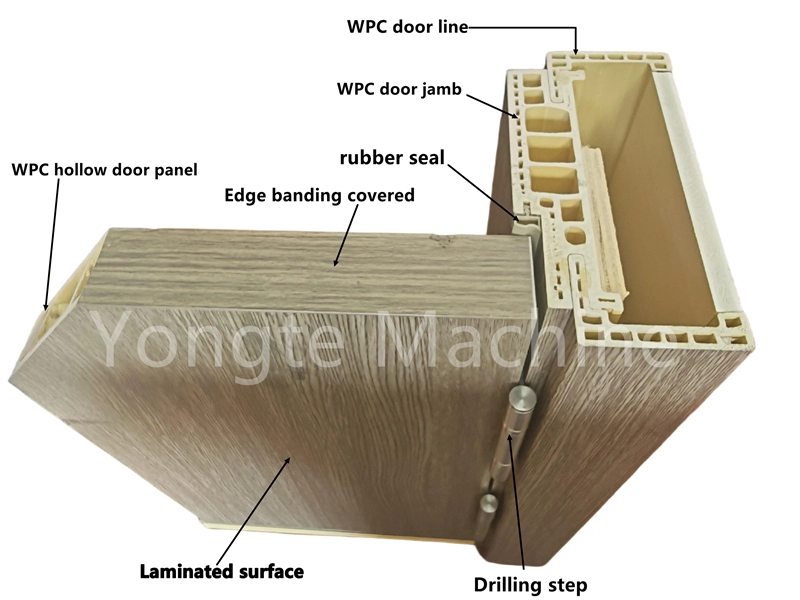
Materiały WPC są łączone z włóknem roślinnym, żywicą termoplastyczną, dodatkami funkcjonalnymi i innymi surowcami poprzez topienie w wysokiej temperaturze i formowanie przez wytłaczanie. Pod wpływem wielu czynników, takich jak skład surowca, temperatura wytłaczania, układ chłodzenia, prędkość trakcji i proces cięcia, półprodukty i gotowe produkty drzwiowe WPC są podatne na niestabilne wymiary całkowite, jednostronne lub dwustronne wypaczenia i deformacje strukturalne. W odróżnieniu od tradycyjnych drzwi z litego drewna i drzwi z PCV, drzwi WPC mają złożoną wewnętrzną charakterystykę naprężeń strukturalnych. Ślepe debugowanie pojedynczego parametru procesu nie może całkowicie wyeliminować wad jakościowych; wymagana jest systematyczna optymalizacja od formowania, chłodzenia po obróbkę końcową. W artykule przeanalizowano pierwotne przyczyny typowych defektów i przedstawiono wykonalne strategie ich korygowania.
2. Przyczyny i rozwiązania typowych usterek drzwi WPC
2.1 Odchylenie wymiarowe
2.1.1 Przyczyny usterek
Odchylenie wymiarowe odnosi się do błędu pomiędzy rzeczywistą długością, szerokością i grubością drzwi WPC a standardowymi wartościami projektowymi, który występuje głównie na etapie cięcia i wytłaczania. Do głównych czynników wywołujących zalicza się nierównomierne chłodzenie profili, zmienną prędkość trakcji, nieuzasadnioną konstrukcję konstrukcyjną systemu kształtującego oraz błędy w cięciu ręcznym lub mechanicznym. Nadmierne błędy wymiarowe będą prowadzić do złego dopasowania podczas montażu ościeżnicy, co spowoduje szczeliny, zakleszczenie drzwi i inne problemy posprzedażowe.
2.1.2 Profesjonalne środki korygujące
Według zespołu technicznego Yongte połączony proces kształtowania próżniowego, cyrkulacji chłodzenia wodą i stabilnej kontroli trakcji jest podstawą kontroli dokładności wymiarowej drzwi WPC. Po pierwsze, zastosowano system kształtowania próżniowego, aby w czasie rzeczywistym ograniczyć zewnętrzny kontur wytłaczanych profili WPC, aby uniknąć rozszerzania lub kurczenia się profilu spowodowanego rozszerzalnością cieplną i skurczem na zimno. Po drugie, urządzenie chłodzące z obiegiem wody jest skonfigurowane tak, aby zapewniać równomierne i stopniowe chłodzenie wewnętrznych i zewnętrznych warstw panelu drzwi, eliminować lokalne różnice skurczu i stabilizować podstawowy rozmiar profilu po uformowaniu.
Ponadto istotne jest dopasowanie precyzyjnego urządzenia trakcyjnego o stałej prędkości, aby uniknąć wahań rozmiaru spowodowanych szybką i wolną trakcją. Współpracując ze zoptymalizowanym sprzętem do cięcia o stałej długości, cała linia produkcyjna może realizować kontrolowaną dokładność cięcia±1 mm, który w pełni spełnia wysokie wymagania montażowe gotowych drzwi WPC.

2.2 Wypaczenie panelu
2.2.1 Przyczyny usterek
Wypaczenia to jedna z najczęstszych wad drzwi WPC, objawiająca się głównie wyginaniem łukowym panelu drzwiowego w kierunku poziomym lub pionowym. Głównym czynnikiem powodującym asymetryczną prędkość chłodzenia otuliny po obu stronach profilu, nierówną szczelinę krawędzi matrycy formy wytłaczającej i niestabilne napięcie trakcyjne. Asymetryczne chłodzenie doprowadzi do nierównomiernego naprężenia skurczowego na górnej i dolnej powierzchni panelu drzwi; nieuzasadniona szczelina wargi matrycy spowoduje nierównomierne odprowadzanie materiałów kompozytowych; a częste wahania prędkości trakcji pogorszą nierównomierny rozkład naprężeń w półproduktach.
2.2.2 Profesjonalne środki korygujące
Aby zasadniczo rozwiązać problem wypaczeń, producenci muszą dokonać synchronicznej optymalizacji na podstawie układu chłodzenia, konstrukcji formy i parametrów trakcji. Po pierwsze, należy wdrożyć zrównoważone zarządzanie chłodzeniem, wyregulować przepływ wody i temperaturę kanału wody chłodzącej po obu stronach formy kształtującej, zapewnić synchroniczną prędkość chłodzenia górnej i dolnej części panelu drzwi WPC oraz zmniejszyć różnicę naprężeń generowaną na etapie chłodzenia.
Po drugie, regularnie wykrywaj i kalibruj szczelinę wargową formy wytłaczającej, aby zapewnić symetrię szczeliny po lewej i prawej stronie, a także po górnej i dolnej stronie, tak aby stopione materiały WPC mogły być równomiernie odprowadzane, a gęstość wszystkich części panelu drzwiowego pozostała stała. Na koniec należy utrzymywać stałą prędkość roboczą zespołu jezdnego, ustawić rozsądny próg naprężenia, unikać nagłego przyspieszania i zwalniania oraz zapobiegać powodowaniu przez zewnętrzną siłę trakcyjną nieodwracalnego wypaczenia zginania niechłodzonego, utwardzonego panelu drzwi.

2.3 Deformacja konstrukcyjna
2.3.1 Przyczyny wad
W odróżnieniu od wypaczeń powierzchniowych, deformacja strukturalna należy do trwałych uszkodzeń wewnętrznych profili drzwiowych WPC, obejmujących wgniecenia, skręcenia i całkowite zawalenie się. Wada ta jest spowodowana głównie nierozsądną konstrukcją ścieżki chłodzenia, szczątkowym naprężeniem wewnętrznym wewnątrz materiału i niezrównoważoną formułą surowca. Nieuzasadnione ścieżki chłodzenia doprowadzą do nadmiernych naprężeń szczątkowych wewnątrz profilu; niedopasowany stosunek włókien roślinnych, matrycy tworzywa sztucznego i dodatków zmniejszy wytrzymałość i stabilność strukturalną materiałów WPC, czyniąc gotowe produkty podatnymi na odkształcenia pod wpływem zewnętrznych zmian temperatury i wytłaczania pod wpływem zewnętrznej siły.
2.3.2 Profesjonalne środki korygujące
Inżynierowie Yongte proponują trzy główne kierunki optymalizacji w celu rozwiązania problemu deformacji strukturalnych: optymalizacja ścieżek chłodzenia, usuwanie resztkowych naprężeń wewnętrznych i dostosowywanie składu surowca. Jeśli chodzi o ścieżki chłodzenia, przeprojektuj układ wewnętrznych i zewnętrznych kanałów wody chłodzącej sprzętu kształtującego, zastosuj stopniowany tryb chłodzenia obejmujący chłodzenie wstępne, kształtowanie w stałej temperaturze i chłodzenie końcowe, uzyskaj powolne uwalnianie naprężeń podczas formowania chłodzącego i unikaj nadmiernej akumulacji naprężeń wewnętrznych.
W celu regulacji naprężeń wewnętrznych należy dodać sekcję starzenia odprężającego po procesie rozciągania, umieścić wstępnie uformowany panel drzwi w środowisku o stałej temperaturze i stałej wilgotności na pewien czas, aby wyeliminować naprężenia szczątkowe. Jeśli chodzi o optymalizację receptury, dostosuj stosunek mieszania proszku drzewnego, cząstek tworzywa sztucznego, środka sprzęgającego i stabilizatora, popraw siłę wiązania międzyfazowego między włóknem roślinnym a żywicą termoplastyczną, zwiększ ogólną wytrzymałość i zdolność przeciwodkształceniową materiałów kompozytowych oraz zasadniczo zmniejsz prawdopodobieństwo deformacji strukturalnej.
3. Wniosek
Odchylenia wymiarowe, wypaczenia i deformacje to kluczowe wąskie gardła ograniczające poprawę jakości produktów drzwiowych WPC, a występowanie różnych defektów jest ze sobą powiązane i ma na nie wpływ wiele ogniw produkcyjnych. W rzeczywistej produkcji producenci powinni nie tylko polegać na debugowaniu pojedynczych parametrów, ale także zbudować kompleksowy system kontroli jakości obejmujący formułę surowca, formowanie przez wytłaczanie, kształtowanie próżniowe, chłodzenie wodą i przyczepność przy stałej prędkości.
Przyjęcie wysoce precyzyjnego procesu produkcyjnego kształtowania próżniowego + chłodzenie wodą + stabilna przyczepność w celu kontroli błędów wymiarowych, dopasowanie zrównoważonego chłodzenia i symetrycznej struktury matrycy w celu ograniczenia wypaczeń oraz optymalizacja ścieżek chłodzenia i formuł materiałowych w celu wyeliminowania deformacji strukturalnych może skutecznie rozwiązać powyższe typowe problemy z jakością. Dla przedsiębiorstw zajmujących się drzwiami WPC standaryzowane ustawianie parametrów procesu i codzienna konserwacja sprzętu są również ważnymi warunkami wstępnymi utrzymania długoterminowej stabilnej jakości produktu.
Poprzedni:Przyczyna pęknięć w tarasach WPC