

Dlaczego śruba granulatora WPC psuje się podczas pracy?
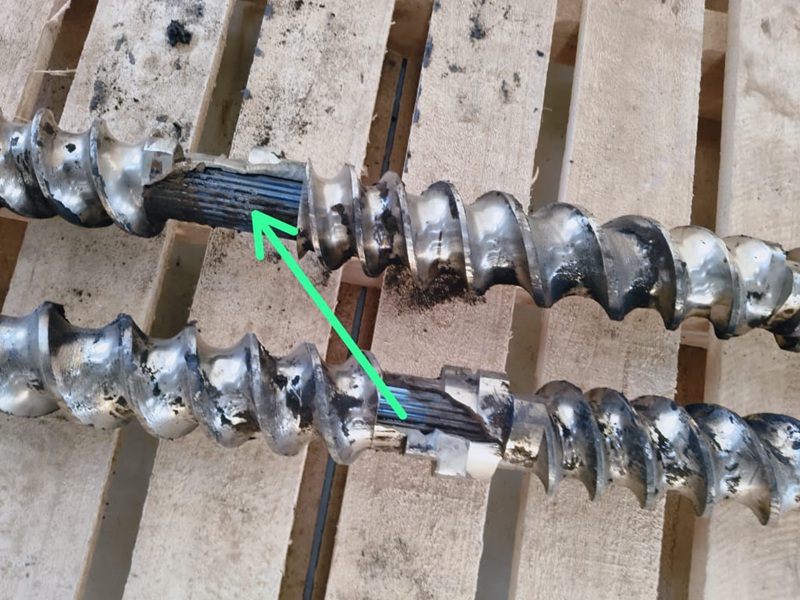
Czasami Użytkownicy mogą spotkać się z sytuacjami, w których ślimak granulatora WPC nagle pęka. Być może głównymi powodami są: jakość materiału niezgodna ze standardem, niewłaściwa obsługa, brak konserwacji i wady konstrukcyjne. Aby uniknąć częstych awarii, konieczne jest ukierunkowane badanie. 1. Problemy z materiałami i produkcją. Jest to podstawowa przyczyna pęknięcia bloku prętów zbrojeniowych, która bezpośrednio określa wytrzymałość elementu na obciążenie.
Niedopasowanie materiału śruby:jeśli smarowanie nie będzie wystarczające w połączeniu pomiędzy gwintowanym blokiem a wałem napędowym, wytworzy się tarcie suche, które nie tylko zwiększy opór jazdy, ale także doprowadzi do lokalnego przegrzania, zmniejszenia wytrzymałości materiału i wywołania pęknięć. 4. Wady konstrukcyjne i dopasowujące. Problemy w konstrukcji sprzętu sprawią, że blok gwintowany będzie obarczony ryzykiem pęknięcia od początku użytkowania.
Wady procesu obróbki cieplnej:jeśli temperatura hartowania nie jest odpowiednia, a odpuszczanie nie jest wystarczające podczas obróbki cieplnej, nastąpi koncentracja naprężeń wewnętrznych w materiale lub brak równowagi pomiędzy twardością a wytrzymałością (taki jak wysoka twardość, ale słaba wytrzymałość), a pęknięcie będzie spowodowane uderzeniem podczas pracy.
Niewystarczająca dokładność obróbki:stopa gwintu jest zbyt mała, występują zadziory lub pęknięcia, które utworzą punkty koncentracji naprężeń, które po długotrwałej eksploatacji stopniowo rozszerzają się aż do pęknięcia.2. Niewłaściwe użytkowanie. Niestandardowe zachowanie w codziennej pracy spowoduje, że blok gwintowany wytrzyma obciążenie wykraczające poza zakres projektowy.
Niestabilne karmienie:ilość podawanego surowca drzewno-plastikowego (takiego jak mieszanina zrębków drzewnych i cząstek tworzyw sztucznych) ulega wahaniom, co powoduje drastyczne wahania obciążenia śruby, a gwintowany blok naprzemiennie wytrzymuje przeciążenia i uderzenia oraz pękanie zmęczeniowe pod wpływem powtarzających się naprężeń.
Ciała obce w materiale:metalowe bloki, kamienie i inne twarde przedmioty są mieszane z surowcem, który utknie w rowku gwintu, a blok gwintu zostanie natychmiast poddany dużemu momentowi obrotowemu, co spowoduje pękanie lub pękanie przy ścinaniu.
Niewłaściwe procedury uruchamiania/zamykania:Brak wstępnego podgrzania lub zasilania przy niskiej prędkości podczas uruchamiania powoduje nadmierne naprężenia bloku gwintowanego w niskich temperaturach. Brak opróżnienia materiału podczas przestoju prowadzi do zestalenia po ochłodzeniu. Wymuszone uruchomienie podczas kolejnych operacji może spowodować pęknięcie bloku gwintowanego na skutek przeciążenia.3. Brak konserwacji. Długoterminowy brak konserwacji naukowej przyspieszy starzenie się bloku pręta zbrojeniowego i spowoduje pęknięcie.
Zużycie:Twarde cząstki surowca drzewno-plastikowego będą w dalszym ciągu zużywać powierzchnię gwintu, powodując płytkie uzębienie gwintu, zmniejszoną powierzchnię siły, zwiększone naprężenia lokalne i ostatecznie pękanie.
Nieprawidłowy luz montażowy:po długotrwałym użytkowaniu luz pomiędzy gwintowanym blokiem a śrubą i lufą staje się większy, a podczas pracy występują promieniowe skoki. Gwintowany blok poddawany jest dodatkowej sile promieniowej i łatwo jest go wyłamać z nasady.
Niewystarczające smarowanie:jeśli smarowanie nie będzie wystarczające w połączeniu pomiędzy gwintowanym blokiem a wałem napędowym, wytworzy się tarcie suche, które nie tylko zwiększy opór jazdy, ale także doprowadzi do lokalnego przegrzania, zmniejszenia wytrzymałości materiału i wywołania pęknięć. 4. Wady konstrukcyjne i dopasowujące. Problemy w konstrukcji sprzętu sprawią, że blok gwintowany będzie obarczony ryzykiem pęknięcia od początku użytkowania.
Nierozsądny projekt konstrukcji:kąt gwintu i skok bloku gwintu nie są dopasowane do właściwości surowców drzewno-plastikowych lub podstawa gwintu nie jest wzmocniona (np. nie zwiększa zaokrąglonego narożnika), co łatwo tworzy obszar słabych naprężeń.
Niedopasowanie mocy i obciążenia:Jeśli wybrana specyfikacja bloku gwintów nie jest dopasowana do mocy hosta (np. mały blok gwintów z silnikiem o dużej mocy), przetwarzanie może łatwo przekroczyć limit obciążenia bloku gwintów z powodu przeciążenia.
Aby ograniczyć pękanie ślimaka granulatora WPC, zaleca się kontrolowanie źródła: podczas zakupu należy priorytetowo traktować bimetaliczne bloki gwintów poddawane ścisłej obróbce cieplnej; zapewnić równomierne podawanie i regularne oczyszczanie surowców z ciał obcych w trakcie ich użytkowania; sprawdzać zużycie bloku gwintu i luz montażowy co 100-200 godzin pracy.



