

Dom > Produkty > Maszyna do wytłaczania drewna z tworzywa sztucznego WPC > Maszyna do produkcji drzwi WPC > Proces produkcji drzwi WPC


Proces produkcji drzwi WPC
Yongte jest profesjonalnym producentem Factory Process Process Machine WPC z obsługą projektu skrętu i wysokiej jakości
Model:SJSZ92188
Wyślij zapytanie
Opis produktu
Yongte WPC Produkt Process Process Producent Project Turnkey Project
Przepływ procesu procesu produkcji drzwi i sprzętu WPC ogólnie obejmuje:
Ja, przygotowanie surowca:
Zamówienia na surowce: Wybierz wysokiej jakości żywicę PVC, proszek z drewna lub włókno drewna jako główne surowce. Żywica PCV zwykle wybiera produkty marki klasy medycznej, a proszek drewniany jest dostarczany przez profesjonalne firmy z drewna z wysokiej jakości gatunkami drzew proszek proszkowy, a w celu spełnienia wymagań produkcyjnych wymagane są zawartość wilgoci i inne wskaźniki.
Wood w proszku należy ocenić, przeglądać, zmielone, wysuszone i pokryte, aby zapewnić jego jakość i wydajność w późniejszym przetwarzaniu. Jednocześnie materiały pomocnicze, takie jak stabilizatory, środki pieniące, modyfikatory, smary, barwniki itp. Są przygotowywane w określonej proporcji.
Składniki: Zgodnie z wymogami wydajności produktu i formuły dokładnie zważyć różne surowce i dodaj je do sprzętu do mieszania.
II, miksowanie:
Włóż zważoną żywicę PVC, proszek z drewna, stabilizator, środek pieniący, modyfikator itp. W szybkim mikserze do wstępnego mieszania, aby różne surowce równomiernie rozproszyły się.
Ogrzewanie i mieszanie: Podczas procesu mieszania materiał jest podgrzewany w celu plastyfikacji żywicy PVC. Temperatura jest ogólnie kontrolowana na około 100 ℃ -150 ℃, a czas wynosi około 5-15 minut. Specyficzne parametry zależą od wzoru i sprzętu.
Chłodzenie i rozładowywanie: Po zakończeniu mieszania materiał jest chłodzony do około 40 ℃ -60 ℃, a następnie rozładowywanie do kosza do przechowywania w trybie gotowości.

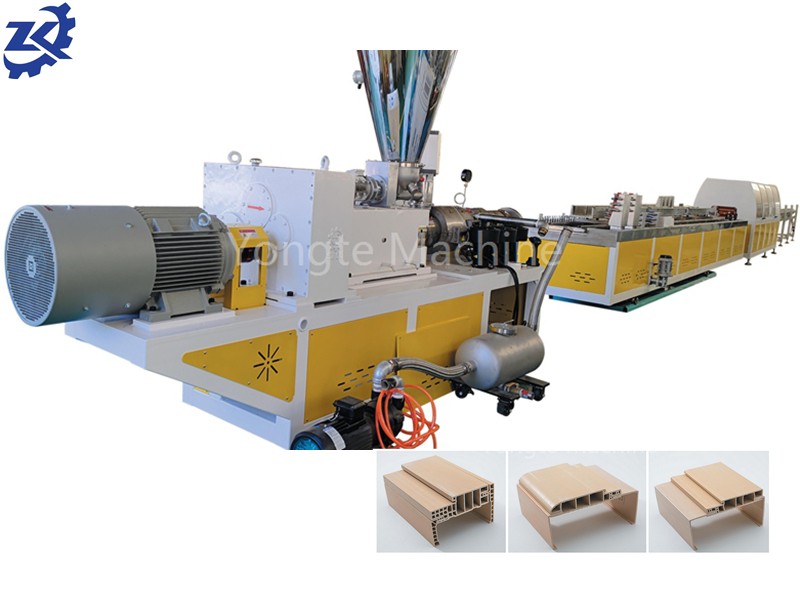
III, Profil drzwi WPC Formowanie wytłaczania:
Karmienie: Mieszany materiał jest przekazywany do leja wytłaczarki za pomocą automatycznego urządzenia do karmienia.
Eksprolija plastyczna: Materiał jest poddawany obrotowej wytłaczaniu i ogrzewaniu śruby w lufie wytłaczarki, a także jest plastyczna i mieszana, tworząc jednolitą mieszaninę plastikowego drewna. Temperatura wytłaczarki jest ogólnie kontrolowana przy 140 ℃ -185 ℃, główna prędkość silnika wynosi 7-15r/min, a prędkość zasilacza wynosi 10-15R/min.
Formowanie pleśni: plastyczny materiał przechodzi przez port wytłaczania wytłaczarki i wchodzi do wstępnie zaprojektowanej formy. Pod działaniem formy powstaje ciągła pusta z wymaganym kształtem przekroju, na przykład pusta ramy drzwi, liść drzwi itp.
Chłodzenie i kształtowanie
Chłodzenie: wytłaczana ślepa ślepa natychmiast wjeżdża do urządzenia chłodzącego, zwykle przy użyciu chłodzenia wody lub chłodzenia powietrza, aby szybko schłodzić i zestalić puste miejsce i kształtować go w wymaganym kształcie i rozmiarze.
Przyczepność: podczas chłodzenia ślepa ślepa jest wyciągana przez urządzenie trakcyjne, aby zapewnić jego ciągłe i stabilne wytłaczanie i chłodzenie. Prędkość przyczepności odpowiada prędkości wytłaczania, zwykle około 1-5 m/min.
Cięcie
Cięcie o stałej długości: Po schłodzeniu i kształtowaniu drewniana płytka lub profil jest wycięty na wymaganą długość za pomocą urządzeń do cięcia zgodnie z wymaganiami rozmiaru drzwi, takich jak rama pionowa, pozioma rama ramy drzwi i rozmiar liścia drzwi.
Cutowanie cięcia: krawędzie ciętych części są przycięte w celu usunięcia burr, lampy błyskowej itp., Aby krawędzie części były gładkie i płaskie, aby zapewnić instalację i wykorzystanie wydajności drzwi.

IV, formowanie wytłaczania panelu drzwi WPC:
Karmienie: Mieszany materiał jest przekazywany do leja wytłaczarki za pomocą automatycznego urządzenia do karmienia.
Eksprolija plastyczna: Materiał jest poddawany obrotowej wytłaczaniu i ogrzewaniu śruby w lufie wytłaczarki, a także jest plastyczna i mieszana, tworząc jednolitą mieszaninę plastikowego drewna. Temperatura wytłaczarki jest ogólnie kontrolowana przy 140 ℃ -185 ℃, główna prędkość silnika wynosi 7-15r/min, a prędkość zasilacza wynosi 10-15R/min.
Formowanie pleśni: plastyczny materiał przechodzi przez port wytłaczania wytłaczarki i wchodzi do wstępnie zaprojektowanej formy. Pod działaniem formy powstaje ciągła pusta z wymaganym kształtem przekroju, na przykład pusta ramy drzwi, liść drzwi itp.
Chłodzenie i kształtowanie
Chłodzenie: wytłaczana ślepa ślepa natychmiast wjeżdża do urządzenia chłodzącego, zwykle przy użyciu chłodzenia wody lub chłodzenia powietrza, aby szybko schłodzić i zestalić puste miejsce i kształtować go w wymaganym kształcie i rozmiarze.
Przyczepność: podczas chłodzenia ślepa ślepa jest wyciągana przez urządzenie trakcyjne, aby zapewnić jego ciągłe i stabilne wytłaczanie i chłodzenie. Prędkość przyczepności odpowiada prędkości wytłaczania, zwykle około 1-5 m/min.
Cięcie
Cięcie o stałej długości: Po schłodzeniu i kształtowaniu drewniana płytka lub profil jest wycięty na wymaganą długość za pomocą urządzeń do cięcia zgodnie z wymaganiami rozmiaru drzwi, takich jak rama pionowa, pozioma rama ramy drzwi i rozmiar liścia drzwi.
Cutowanie cięcia: krawędzie ciętych części są przycięte w celu usunięcia burr, lampy błyskowej itp., Aby krawędzie części były gładkie i płaskie, aby zapewnić instalację i wykorzystanie wydajności drzwi.

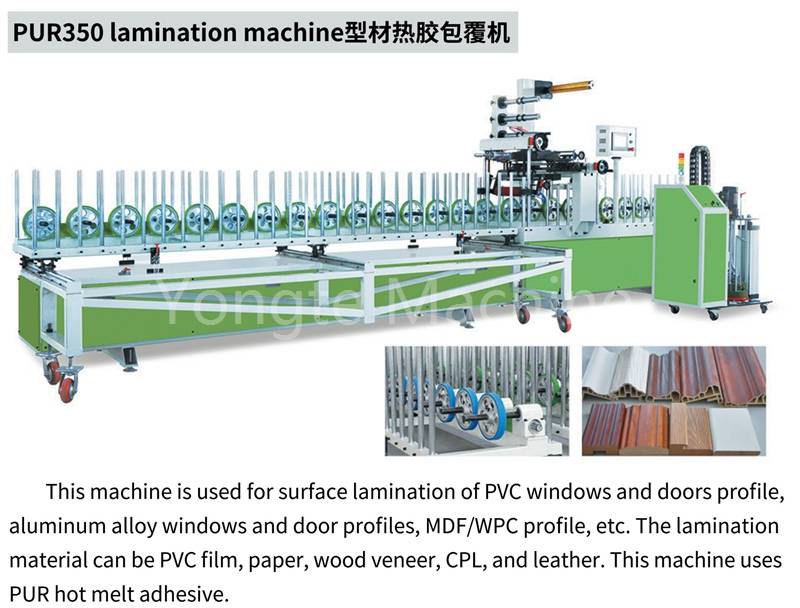
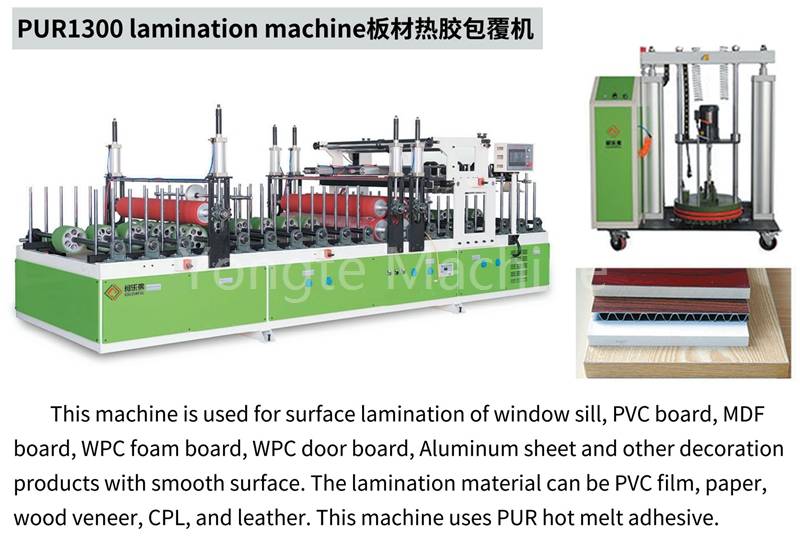
V, obróbka powierzchni:
Szlifowanie: Użyj maszyny do szlifowania, aby szlifować powierzchnię ciętych części drzwi, aby usunąć defekty powierzchni, poprawić płaskość i chropowatość oraz zapewnić dobrą podstawę do późniejszego obróbki powierzchni.


Laminowanie lub malowanie: Technologia transferu termicznego można wykorzystać do przeniesienia różnych ziaren drewna, kolorów lub wzorów na powierzchnię drzwi, aby produkt miał różnorodne wysokiej klasy ziarna i kolory drewna; Można go również pomalować, pomalować itp. Aby zwiększyć piękno i trwałość drzwi. Ponadto można wykonać obróbkę otrzewną, a warstwę filmu ochronnego można przymocować do odgrywania roli wodoodpornej i odpornej na zarysowania.





Vi, Zespół drzwi WPC
Zespół ramy drzwi: Zbierz części ramy ciętych, zwykle przy użyciu połączeń wpustowych i czopowych, połączeń kleju lub złącza, aby zapewnić strukturalną jędrność i dokładność wymiarową ramki drzwi.
Instalacja liści drzwi: Zbierz liść drzwi z ramą drzwi, zainstaluj akcesoria sprzętowe, takie jak zawiasy i zamki drzwi, debuguj elastyczność otwierania i zamykania drzwi oraz upewnij się, że normalna funkcja użycia drzwi.

VII, Kontrola jakości drzwi WPC:
Przeprowadzaj kontrolę wysokiej jakości na powierzchni traktowanej liści i profili drzwi WPC, takich jak rozmiar, wygląd, wydajność itp., Aby zapewnić one odpowiednie standardy i wymagania.


VIII, Opakowanie i magazynowanie: Zapakuj profile drzwi WPC, które przeszły kontrolę jakości i przechowuj je w magazynie do przechowywania i opieki.
Gorące Tagi: Maszyna procesu produkcji drzwi WPC, Chiny, producent, dostawca, fabryka, kupowanie, jakość, cena, cena
Powiązana kategoria
Maszyna do produkcji profili WPC
Maszyna do produkcji drzwi WPC
Maszyna do produkcji płyt WPC
Pomocnicza maszyna do przetwarzania WPC
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.





