

Rozwiązanie do zadań WPC Problemy z wytłaczaniem online
Rozwiązanie do zadań WPC Problemy z wytłaczaniem online
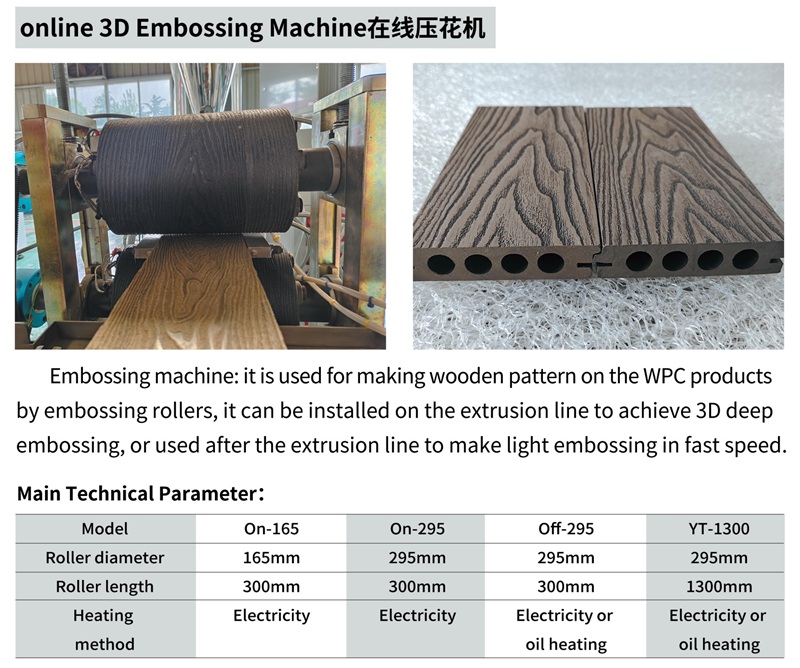
Podczas produkowania desek WPC wytłoczenie online jest bardzo ważne dla jakości produktu, ale wielu operatorów napotyka problemy podczas produkcji, co powoduje zamazane wzorce lub nierówne głębokości wytłaczania.
Nie panikować! Dzisiaj Yongte podzieli się z tobą naszym profesjonalnym „zestawem pierwszej pomocy”. Po przeczytaniu go możesz bezpośrednio zrozumieć wysokiej jakości desek WPC! W rzeczywistości, dopóki opanujesz kluczowe punkty, scenę rollover można również wspaniale przekształcić! Następnie inżynierowie Yongte nauczy Cię krok po kroku, aby przekształcić „scenę rollover” w „sufit wyglądu”!

Niejasny wzór na powierzchni podłogi z drewna-plastycznego może być spowodowany wieloma czynnikami, takimi jak surowce, proces produkcyjny, formy sprzętu itp. Poniżej znajdują się określone przyczyny i rozwiązania:
I. Problemy z surowcem
1. Nieuzasadniony stosunek surowców
Powód:
Zawartość włókien roślinnych, takich jak proszek z drewna/bambusowy proszek, jest zbyt wysoka lub odsetek plastikowych substratów (takich jak PE, PVC) jest zbyt niska, co powoduje złą płynność mieszanki i trudność w wypełnianiu szczegółów wzoru formy.
Zbyt dużo wypełniacza (takiego jak węglan wapnia) może zmniejszyć plastyczność stopu i spowodować niejasne prasowanie wzoru.
Sugestie rozwiązania:
Zoptymalizuj stosunek wzoru i odpowiednio zwiększ zawartość substratu tworzywa sztucznego (takiego jak stosunek PE/PVC wzrósł do 40%~ 60%), aby upewnić się, że stopienie ma dobrą płynność w wysokiej temperaturze.
Kontroluj ilość wypełniacza lub użyj materiałów wypełniających o drobniejszym rozmiarze cząstek (takich jak węglan wapnia nano), aby poprawić jednorodność mieszaniny.
2. Słaby efekt topnienia surowca
Powód:
Temperatura przetwarzania jest niewystarczająca, plastik nie jest całkowicie stopiony, a kombinacja z włóknem nie jest szczelna, a teksturę pleśni nie można w pełni przesyłać podczas prasowania.
Zawartość wilgoci w surowcach jest zbyt wysoka (zwłaszcza proszek z drewna), a para wodna jest wytwarzana w wysokiej temperaturze, co skutkuje pęcherzykami powierzchniowymi lub niewyraźnymi wzorami.
Sugestie rozwiązania:
Zwiększ temperaturę wytłaczarki (takiej jak zwiększenie temperatury przekroju topnienia o 5 ~ 10 ℃), aby upewnić się, że plastik jest całkowicie uplastyczny, a jednocześnie unikaj degradacji materiału spowodowanego nadmierną temperaturą.
Suj surowce błonnikowe, takie jak proszek z drewna (zawartość wilgoci jest kontrolowana poniżej 3%), którą można wstępnie traktować za pomocą urządzeń do suszenia.

Ii. Problemy z procesem produkcji
1. Niewystarczające ciśnienie wytłaczania
Powód:
Prędkość śruby wytłaczającej jest zbyt niska lub śruba jest noszona, co powoduje niewystarczające ciśnienie stopu i nie jest w stanie skutecznie napełnić rowka wzoru formy.
Konstrukcja kanału przepływu pleśni jest nieuzasadniona (np. Sekcja wlotowa jest zbyt szeroka, współczynnik kompresji jest niewystarczający), co powoduje nadmierną utratę ciśnienia.
Sugestie rozwiązania:
Odpowiednio zwiększ prędkość śruby (taką jak zwiększenie 10 ~ 20r/min) lub wymień zużyty śruba/lufa, aby zwiększyć ciśnienie dostarczania stopu.
Zoptymalizuj strukturę pleśni, zwiększ długość sekcji ściskania lub wyreguluj współczynnik kompresji kanału przepływowego (na przykład od 2: 1 do 3: 1), aby zapewnić wystarczające ciśnienie na wzorze.
2. Niewłaściwe wytłoczenie czasu i kontrola chłodzenia
Powód:
Odległość między wałkiem wytłaczającym a wylotem wytłaczarki jest zbyt daleko, topienie zbyt szybko się chłodzi i trudno jest wyciągnąć wyraźny wzór po stwardnieniu powierzchni.
Temperatura wałka wytłaczającego jest zbyt wysoka lub zbyt niska: zbyt wysoka temperatura może łatwo powodować deformację wzoru; Zbyt niski temperatura spowoduje szybkie ostygnięcie stopu, a wzór jest niekompletny.
Prędkość chłodzenia jest nierówna, a lokalny wzór jest zamazany z powodu szybkiego skurczu.
Sugestie rozwiązania:
Skróć odległość między stacją wytłaczania a wytłaczarką (zaleca się kontrolowanie w odległości 50 ~ 100 cm), aby upewnić się, że stopienie jest w najlepszym stanie plastiku.
Dokładnie kontroluj temperaturę wałka wytłaczającego (zwykle o 20 ~ 30 ℃ niższą niż temperatura topnienia), którą można regulować w czasie rzeczywistym przez system kontroli temperatury.
Zoptymalizuj układ chłodzenia i użyj segmentowego chłodzenia (takiego jak chłodzenie powietrza, a następnie chłodzenie wody), aby zapewnić jednolite chłodzenie powierzchni i uniknąć szybkiego odkształcenia chłodzenia.
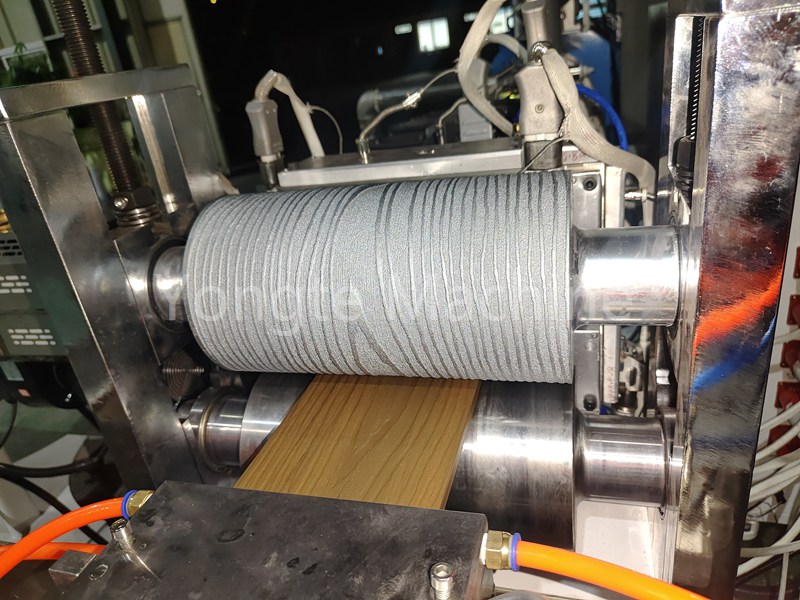
Iii. Problemy z wyposażeniem i wytłoczaniem wałków
1. Wady wytłaczania lub defekty wałków
Powód:
Po długoterminowym użyciu krawędź wytłoczającego wałka jest noszona i stępiona, co powoduje niewystarczające trójwymiarowe poczucie wytłoczonego wzoru.
Głębokość wzoru jest zbyt płytka (np. <0,3 mm) lub kąt jest zbyt duży (np. Kąt stawu> 60 °) i stopieniem jest wypełnienie szczegółów końcówki.
Sugestie rozwiązania:
Regularnie sprawdzaj zużycie wałka wytłaczającego, utrzymuj go lub wymień na czas, aby zapewnić ostrą krawędź wzoru.
Zoptymalizuj konstrukcję wzoru wałka wytłaczającego: Zaleca się, aby głębokość wynosi 0,5 ~ 1,0 mm, a kąt stawu jest kontrolowany przy 45 ° ~ 55 °, aby ułatwić napełnianie i demolowanie.
2. Niewystarczająca precyzja wałka wytwarzania
Powód:
Chropowatość powierzchni wałka wytłaczającego nie wystarczy (takich jak wartość RA> 1,6 μm) lub precyzja grawerowania wzoru jest niska (np. Niewystarczająca rozdzielczość grawerowania laserowego), co powoduje zamazane linie.
Ciśnienie między wałkiem wytłaczającym a rolkiem trakcyjnym jest nierówne (takie jak lewa i prawowa różnica ciśnienia> 5%), co powoduje częściową jasność i częściową rozmycie wzoru.
Sugestie rozwiązania:
Obróbka powierzchniowa wałka wytłaczającego (takiego jak chromowanie, polerowanie lusterek), kontrola chropowatości RA ≤ 0,8 μm i zastosowanie bardzo precyzyjnych technologii grawerowania (takiej jak grawerowanie lasera światłowodowego, rozdzielczość ≤0,02 mm).
Kalibruj układ ciśnienia wytłaczania, aby zapewnić jednolite ciśnienie po lewej i prawej stronie (błąd <2%), który może być monitorowany w czasie rzeczywistym przez czujnik ciśnienia.

Iv. Inne czynniki
1. Zbyt szybka prędkość trakcji
Powód:
Prędkość przyczepności nie odpowiada prędkości wytłaczania (takiej jak prędkość przyczepności> prędkość wytłaczania 15%), co powoduje nadmierne rozciąganie stopu podczas wytłaczania i spłaszczania szczegółów wzoru.
Sugestie rozwiązania:
Dostosuj prędkość trakcji, aby prędkość linii trakcji pasowała do prędkości wytłaczania (błąd ≤5%), którą można kontrolować za pomocą połączenia falownika.
2. Niewłaściwe stosowanie smaru
Powód:
Nadmierne dodanie smaru (takiego jak ponad 1,5%) powoduje, że powierzchnia stopu jest zbyt gładka, łatwa do poślizgnięcia się podczas wytłaczania i trudna do utworzenia wzorów.
Rozwiązanie:
Zmniejsz ilość smaru (takiego jak kontrolowanie go w granicach 0,5%~ 1,0%) lub zastąp go wewnętrznym środkiem smarnym o lepszej kompatybilności (takiej jak stearynian glicelu), aby uniknąć wpływu na adhezję stopu.
Podsumowując, rozwiązanie problemu wytłaczania online wymaga wielu aspektów. Znajdź podstawową przyczynę i rozwiązaj ją zgodnie z rzeczywistą sytuacją produkcyjną. Następnie możesz stabilnie wyprodukować wysokiej jakości i piękne decowanie WPC. Jeśli masz jakieś potrzeby, skontaktuj się z zespołem inżyniera Yongte, aby pomóc Ci rozwiązać różne problemy w produkcji tarasu WPC online.
